

底部排出バルブの基本的な目的は、次のことを達成することです。 完全な排水とデッドスペースのない遮断 船の一番低いところにあります。無菌バイオリアクターから結晶化タンクに至るまでの用途では、生成物を完全に排出できないと、相互汚染、微生物の増殖、および大幅な収量損失が発生します。ライジングラム、フラッシュボトムボールバルブ、またはピストン作動ディスクのいずれのバルブ設計の選択は、バッチプロセスの清浄度と回収率に直接影響します。
バルブの設計と流れの形状
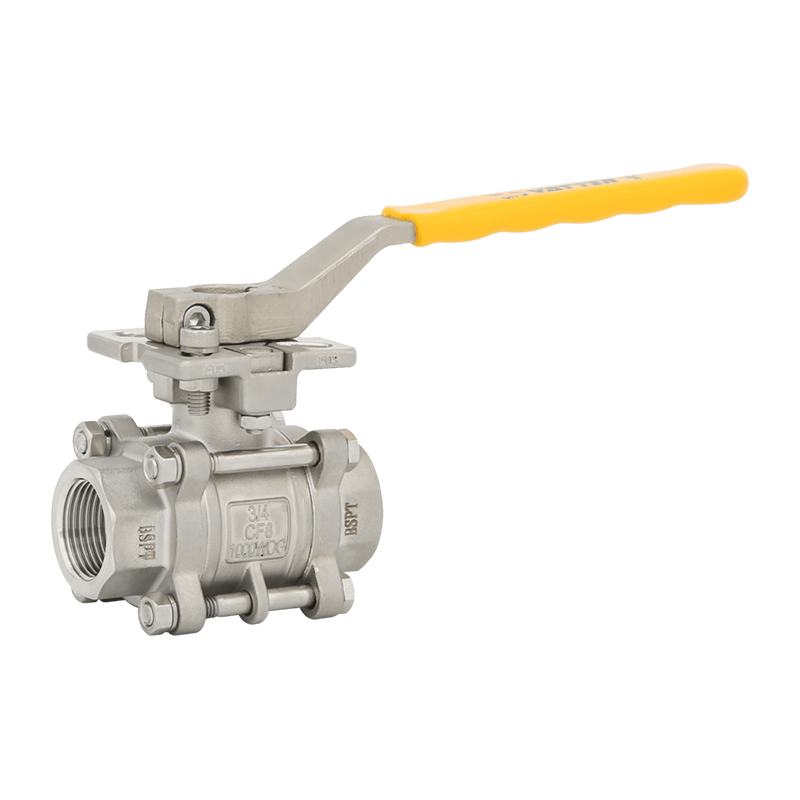
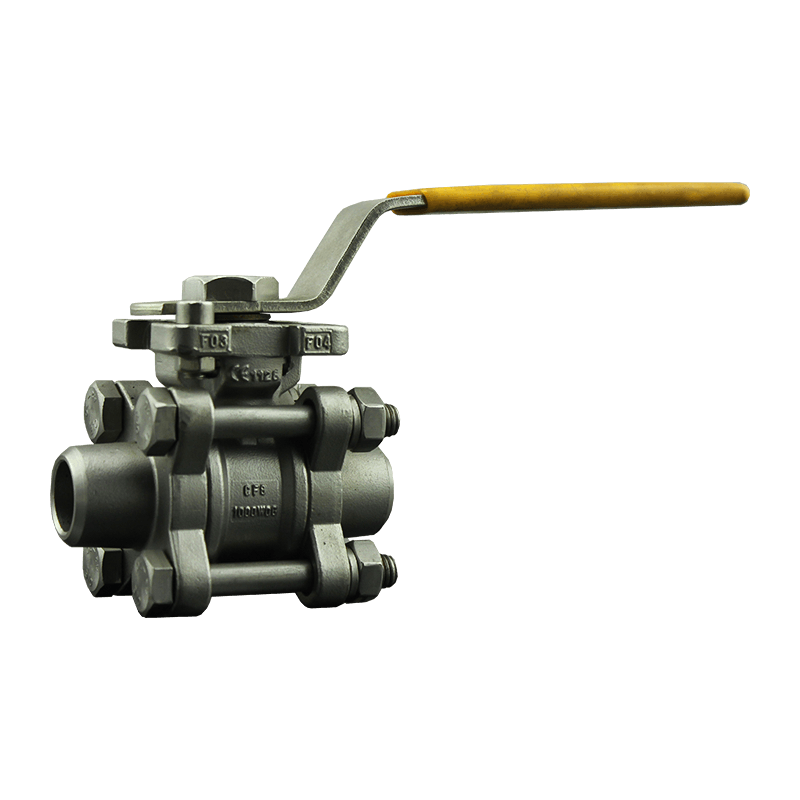
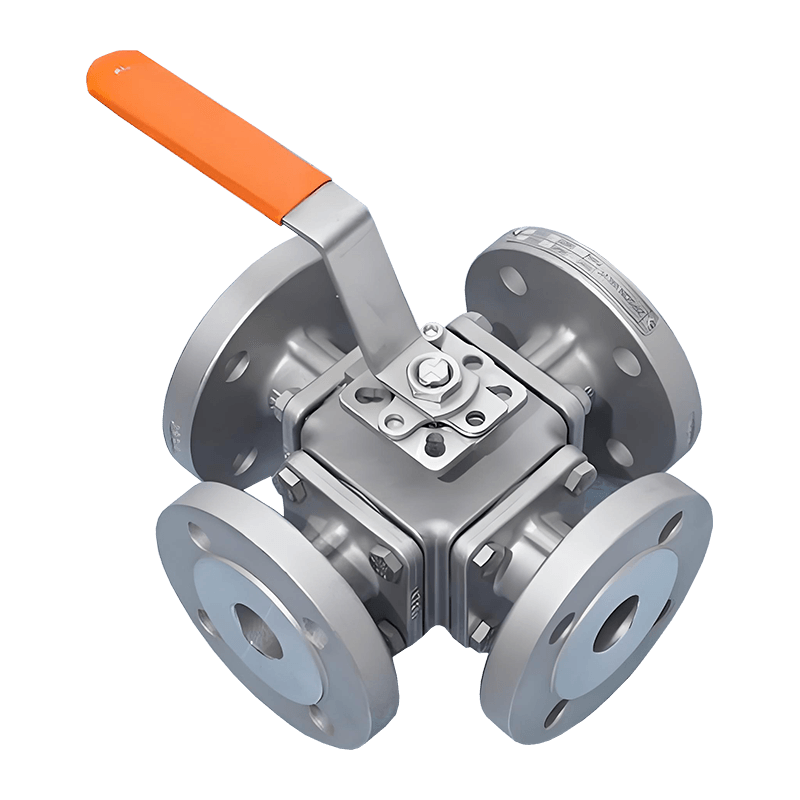
標準のグローブバルブと特殊な底部排出ユニットの違いは、内部輪郭にあります。バルブが排水用途で効果的に機能するには、閉じたときにシール面が容器の内部と面一になる必要があります。上昇するラムまたはピストン バルブがプラグをタンク ノズルに押し込み、ポートを橋渡しまたは閉塞する可能性のある固形物を物理的に排出します。対照的に、フラッシュボトムボールバルブは機械加工されたキャビティを備えており、閉じたときに容器内部に滑らかな表面を提供し、固形物が弁座に詰まるのを防ぎます。結晶化プロセスからのデータは、標準の凹型バルブが最大で バッチ量の 15% 一方、フラッシュマウント設計では、通常、保持される容積が 0.5% 未満に減少します。
シーリング技術と材料科学
底部排出バルブの密閉性は、圧力差だけでなく、閉鎖点での研磨結晶や粘着性ポリマーの蓄積によってもテストされます。この分野では 2 つの主なシーリング戦略が主流です。極度の温度に対応する金属同士のシールと、無菌再現性を実現するポリマーリップシールです。
金属間のシール
200℃を超える高温プロセスでは、エラストマーは急速に劣化します。シートとディスクの両方にステライトまたはタングステンカーバイドの硬化処理が施されており、熱サイクルに耐えるグラインドインシールを提供します。これらの硬化表面では、多くの場合、次のような低い漏れ率が達成されます。 ANSI クラス V 熱伝達流体や溶融塩に適しています。操作上の主な要求は、金属表面がかじりつくことなく相互に冷間流動することを保証するための特定の作動トルクです。
PTFE および PTFE 複合シート
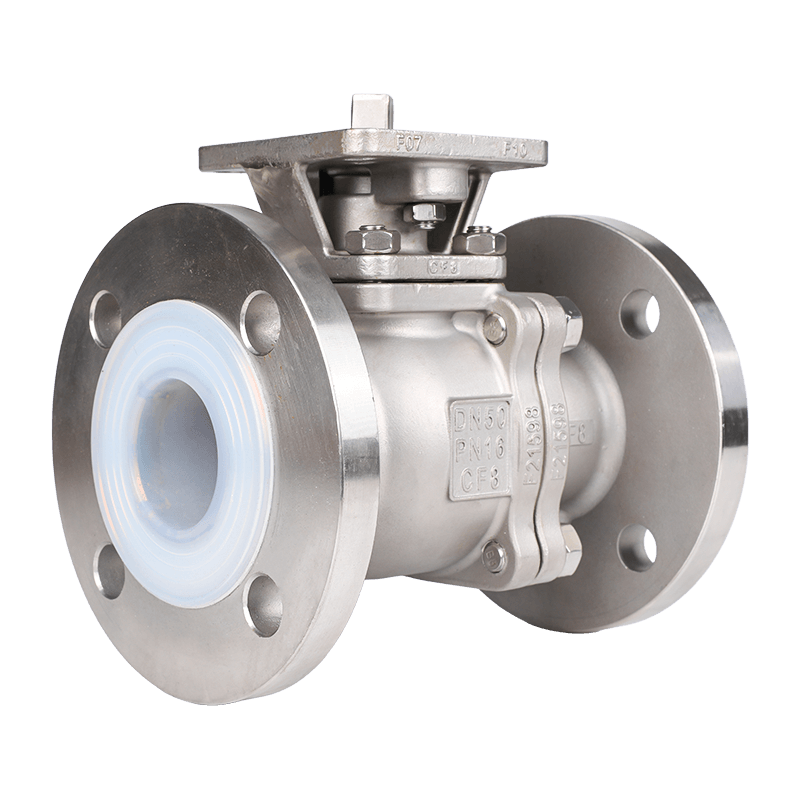
180°C 未満での耐化学腐食性に関しては、変性 PTFE が依然として業界標準です。ただし、純粋な PTFE は、継続的な負荷がかかるとコールドフローが発生します。メーカーはこれに対抗するために、15% ~ 25% のガラス繊維またはカーボンを含むフィラーを含む強化 PTFE を使用し、圧縮強度を約 10% 向上させています。 30% ただし、化学的不活性性はわずかに犠牲になります。最新世代のバネ式 PTFE シート設計は、手動調整なしで熱収縮を自動的に補償する動的シールを作成します。
洗浄と滅菌の互換性
清掃性が主な価値の原動力です 底部排出バルブ 生命科学の分野で。設計では、容器のノズルとシール要素の間の「破損スペース」を排除する必要があります。スチームインプレイス (SIP) サイクルでは、バルブ本体が繰り返しの暴露に耐える必要があります。 135℃飽和蒸気 凝縮水が溜まることはありません。標準のステムパッキン設計の代わりにベローズシールを利用したバルブは、外部からの汚染物質の侵入を防ぎ、ステムの周囲に蒸気が完全に浸透することを可能にします。検証研究により、ベローズシールのフラッシュボトムバルブが、 6対数リダクション 標準的な 30 分間の滅菌サイクル中の Geobacillus stearothermophilus の胞子の数。
接液部の表面仕上げは重要な管理点です。注射可能なグレードの医薬品では、Ra 値 0.5 μm (20 マイクロインチ) 以上が標準です。電解研磨は、細菌のコロニーが定着する可能性のある微細なピークを除去することでこの表面を強化し、耐食性を向上させ、製品の付着を軽減します。
作動とプロセス制御
底部排出バルブの動作リズムには、多くの場合、「フェールクローズ」の安全上の必須事項が含まれます。空気圧スプリングリターンアクチュエータは、危険な流体の移送用のデフォルトの選択肢です。容器の過圧が発生すると、空気圧の損失により、バルブプラグが直ちに流れに抗して閉位置に押し込まれる必要があります。これには、タンクの静水頭圧力に安全係数を加えたアクチュエータのサイジング計算が必要です。 最大差圧の1.5倍 .
反応器出口から直接精密な流量制御を行うことがますます一般的になってきています。リニアライジングラムバルブとデジタルポジショナーを組み合わせることで、ボトムバルブを粘性樹脂の計量装置としても機能させることができます。ストローク輪郭を描くことにより、オペレータは吐出中のせん断速度を制御し、オン/オフボールバルブで発生するゲルの破壊を防ぐことができます。
設置基準とノズルエンジニアリング
容器を適切に統合するには、パッド フランジの正確な適合機械加工が必要です。重要な寸法は、容器の内径とバルブのシール面の間の長さです。このネックが短すぎると、ジャケットの熱膨張により本体が歪み、永久的な漏れが発生する可能性があります。長すぎると、製品の静的な滞留が発生します。フラッシュ研削公差 ±0.5mm この不一致を防ぐために、現場溶接中に強制することができます。ジャケット付き底部排出バルブは、硫黄、ピッチ、または 100°C 以下で固化するポリマーを含むプロセスには必須であり、最後の一滴がノズルから出るまで製品の可動性を確保します。
| バルブの種類 | 最適なスラリータイプ | 典型的な最大粘度 |
|---|---|---|
| ライジングラム・ピストン | 研磨結晶、繊維状パルプ | 250,000cP |
| フラッシュボトムボール | 自由流動性の液体、軽いスラリー | 15,000 cP |
| ディスク/ダイヤフラム | 無菌培地、バイオリアクター回収 | 10,000cP |
一般的なシールの不具合のトラブルシューティング
最近整備した底部排出バルブの持続的な漏れは、通常、3 つの根本原因に遡ります。まず、アクチュエータのヨークとボンネット間の位置ずれによりステムに横荷重がかかり、ソフトシートが不均一に変形します。第二に、ステムブッシュ内に詰まった結晶化生成物が閉じる力を制限します。機械的なこじ開けではなく、高温溶剤によるフラッシングを使用した現場修理手順により、シートの完全性を回復することができます。第三に、不適切なパッキングランドトルクによりステムが圧縮され、完全なシール接触が妨げられます。ストロークに関するダイヤルインジケーターテストにより、プラグが物理的に全閉位置に達しているかどうかを確認します。
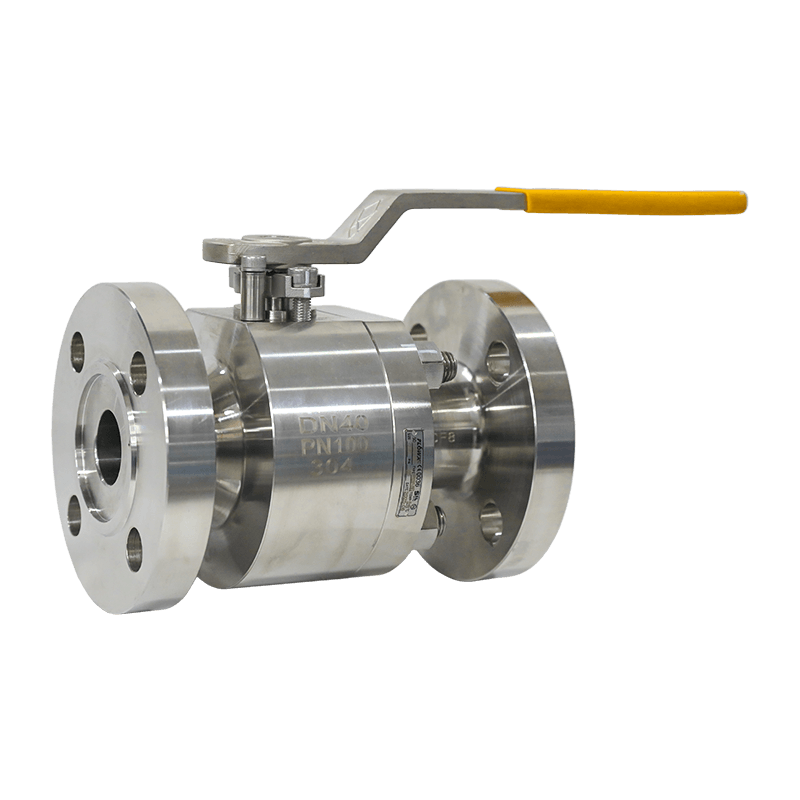
ライフサイクルコスト
資本購入価格のみに基づいて底部排出バルブを評価すると、メンテナンスのダウンタイムという主要なコストが無視されます。通常は高価ですが、再生可能なシートインサートを備えた頑丈な鍛造ボディ 30%以上 最初は鋳造一体型ボディよりも、溶接接合部を切断することなくインラインシート交換が可能です。研磨性二酸化チタン スラリーでの 5 年間の耐用年数を超えると、鍛造設計の総所有コストは通常、 40%低い メンテナンスのスピードが速いためです。完全に溶接された設計により、フランジ ガスケットが不要になり、最も一般的な外部リーク ポイントがなくなり、漏出ガスのリスクが軽減されます。